











Inom läkemedelstillverkning kräver den aseptiska produktionen av sterila läkemedelsprodukter ett orubbligt engagemang för kontamineringskontroll i varje steg av processen. Ett av de mest tekniskt krävande ögonblicken i alla aseptiska arbetsflöden är överföringen av material - komponenter, behållare, utrustning eller produkt under process - mellan områden med olika renhetsklassificering. Varje gång en isolator, RABS eller ett renrum öppnas för att införa eller ta bort material, skapas en potentiell väg för mikrobiell, partikelformig och korskontaminering. Rapid Transfer System Port, allmänt kallad RTP-porten eller RTP ventil , finns specifikt för att eliminera den risken genom att möjliggöra fullständigt innesluten, sterilitetssäkrad materialöverföring utan några avbrott i den kontrollerade miljön. Att förstå hur RTP-portar fungerar, hur de valideras och hur man väljer rätt system för en specifik läkemedelsapplikation är grundläggande kunskap för alla som är involverade i aseptisk processdesign, anläggningskvalificering eller kontamineringskontroll.
Kärnproblemet RTP-portar löser i aseptisk läkemedelstillverkning
Aseptisk läkemedelstillverkning kräver att steril produkt aldrig kommer i kontakt med en icke-steril yta eller miljö från steriliseringspunkten tills den slutliga behållaren stängs. Detta krav skapar en grundläggande teknisk utmaning: hur flyttar du fysiska föremål - flaskor, proppar, frystorkad produkt, verktyg eller prover - in i och ut ur en isolator eller renrum utan att skapa ens en tillfällig okontrollerad öppning mellan den sterila interiören och den omgivande miljön?
Traditionella tillvägagångssätt – såsom överföringsluftslussar med sekventiella dörrförreglingar, spray-och-tork-saneringsprocedurer eller laminärt flödeshuvar – kräver alla mänskligt ingripande vid gränssnittet, introducerar procedurvariabilitet och förlitar sig på operatörsteknik för deras effektivitet. Dessa tillvägagångssätt kan vara tillräckliga för överföringar med lägre risk i miljöer av grad C eller D, men de är i grunden otillräckliga för direkt överföring till isolatorer av grad A som hanterar högvärdiga, högrisksterila produkter som injicerbara biologiska läkemedel, cellgifter, läkemedel för avancerad terapi (ATMP) eller radiofarmaka.

RTP-porten löser detta problem genom en mekanisk design som fysiskt förhindrar alla ytor som har exponerats för den yttre miljön från att komma in i den sterila zonen, och samtidigt förhindrar den sterila interiören från att exponeras till utsidan – oavsett operatörsteknik. Principen är elegant: två halvdörrar, en fäst på isolatorväggen (alfaporten) och en fäst på överföringsbehållaren (betaporten), kan bara fogas ihop och öppnas inåt som ett låst par. De utåtvända ytorna på båda dörrarna är sammanfogade och förblir permanent på utsidan; endast de tidigare invändiga ytorna exponeras någonsin för den sterila zonen.
Hur en RTP-ventil fungerar: alfa- och betaportmekanik
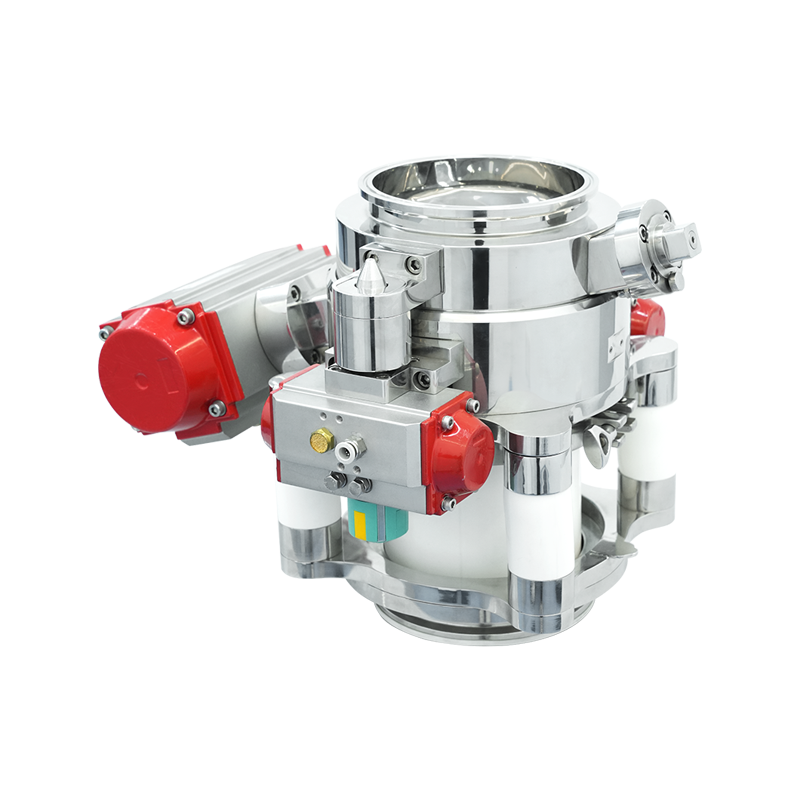
RTP-systemet består av två komplementära komponenter som alltid ska fungera tillsammans. Alfaporten är den fasta komponenten som är permanent installerad i väggen på en isolator, RABS-kapsling eller åtkomstpanel för renrum. Den innehåller en rund dörr med låsmekanism och, i de flesta utföranden, en saneringsmöjlighet. Betaporten är den avtagbara komponenten - vanligtvis en stel överföringsbehållare, påse eller trumma försedd med en matchande dörr - som förs till alfaporten för anslutning.
Anslutningssekvensen börjar när betaportflänsen skjuts upp till alfaporten och vrids för att koppla in låsmekanismen - vanligtvis ett flerpunkts bajonettlås som kräver en definierad vinkelrotation för att kopplas in helt. När de är låsta är de två dörrarna mekaniskt sammankopplade som en enhet. Låsmekanismen frigör samtidigt den kombinerade dörrenheten, som sedan svängs eller skjuts inåt i isolatorn. Kritiskt är att den yttre ytan av alfadörren (som tidigare exponerades för isolatorns yttre) nu är bunden ansikte mot ansikte med den yttre ytan av betadörren (som tidigare var exponerad för den externa överföringsmiljön). Dessa två kontaminerade ytor är permanent sammanfogade under hela överföringsprocessen och utsätts aldrig för den sterila interiören.
När överföringen är klar återgår den kombinerade luckan till sitt stängda läge, betabehållaren roteras för att frigöra bajonettlåset och betaporten tas bort. Alfaportsdörren återgår till sitt förseglade läge och bibehåller isolatorns integritet. Hela överföringssekvensen har slutförts utan någon okontrollerad väg mellan isolatorns inre och den yttre miljön vid någon punkt i processen.
RTP-portdesignvarianter och deras tillämpningar
Även om alfa-beta-principen är konsekvent över alla RTP-system, finns betydande designvariationer som påverkar lämpligheten för olika farmaceutiska tillämpningar. Genom att förstå dessa varianter kan processingenjörer välja det system som bäst matchar deras specifika överföringskrav.
Standard cirkulära RTP-portar
Det mest använda RTP-formatet använder en cirkulär dörr med en diameter som vanligtvis sträcker sig från 105 mm till 460 mm, där 190 mm och 320 mm är de vanligaste storlekarna i farmaceutiska isolatorinstallationer. Den cirkulära geometrin ger en enhetlig tätningsyta och en mekaniskt effektiv bajonettlåsmekanism. Standard cirkulära portar används för att överföra komponenter som flaskor med propp, fyllda sprutor, proppar och små utrustningsartiklar. De är kompatibla med styva överföringsbehållare, flexibla påsar som stöds av styva yttre ramar och trumadaptrar för överföring av bulkkomponenter.
Dekontaminering av RTP-portar
För överföringar som kräver ett ytterligare steg för biologisk sanering - särskilt när föremål som kommer in i isolatorn inte kan försteriliseras externt - innehåller dekontaminerande RTP-portar en liten ringformig saneringskammare mellan alfa- och betadörrarna. Efter att betabehållaren har låsts till alfaporten men innan de kombinerade dörrarna öppnas, injiceras ett sporicidalt medel (vanligtvis förångad väteperoxid, VHP) i detta ringformiga utrymme, vilket sanerar ytorna på båda dörrarna och den inre ytan av betabehållarens fläns. Detta tillvägagångssätt ger en validerad loggreduktion i biobelastning vid överföringsgränssnittet och krävs för överföringar till isolatorer som används för sterilitetstestning eller mycket känsliga biologiska processer.
Kontinuerliga liner- och trumöverföringssystem
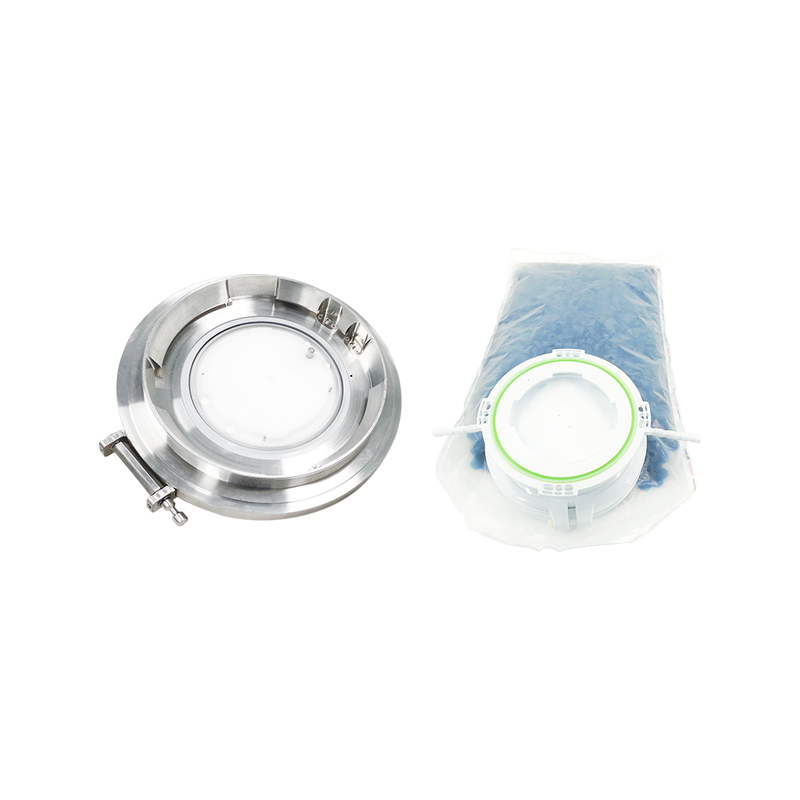
För bulköverföringar i stora volymer – lyofiliserad bulkprodukt, stora mängder komponenter eller borttagning av avfall – utökar kontinuerliga linersystem och trumöverföringsportar RTP-principen till större format. Kontinuerliga fodersystem använder en hylsa av flexibel plastfilm som är försvetsad mellan alfaporten och överföringsbehållaren; material passerar genom hylsan, som sedan värmeförseglas och skärs för att stänga av varje överföring utan att någonsin exponera isolatorns insida. Drumöverföringsportar använder en överdimensionerad alfa-beta-konfiguration som rymmer vanliga farmaceutiska fat med kapacitet på 10–200 liter, vilket möjliggör överföring av stora bulkvantiteter till inneslutningsisolatorer för mycket potent hantering av ämnen.
Regulatoriska och valideringskrav för RTP-system
Användningen av RTP-portar vid aseptisk läkemedelstillverkning är inte bara en bästa praxis – det är i allt högre grad en regulatorisk förväntning för isolatorbaserade aseptiska processer som granskas under EU:s GMP Annex 1 (2022 revision), FDA:s vägledning för industrin om sterila läkemedelsprodukter producerade av aseptisk bearbetning, och P0202S EU-revisionen av PE 0202S. 1, i synnerhet, upprättar ett detaljerat ramverk för föroreningskontrollstrategi (CCS) som uttryckligen tar itu med överföring av material till och från aseptiska tillverkningsmiljöer, vilket ställer höga förväntningar på användningen av validerade slutna överföringssystem.
Validering av ett RTP-system för aseptisk farmaceutisk användning kräver demonstration av tre primära prestandaattribut: fysisk inneslutningsintegritet, förhindrande av mikrobiell inträngning och saneringseffektivitet (där tillämpligt). Fysisk inneslutning demonstreras vanligtvis genom tryckhållningstestning av det sammansatta alfa-beta-gränssnittet, vilket bekräftar att det inte finns någon läckageväg vid tätningsytorna under de differenstryckförhållanden som upprätthålls i isolatorn. Förebyggande av mikrobiell inträngning valideras genom utmaningsstudier där överföringssekvensen utförs med högkoncentrerad mikrobiell kontaminering applicerad på de yttre ytorna av överföringsbehållaren, och isolatorns inre testas därefter för att bekräfta noll kontaminering.
För dekontaminering av RTP-portar som innehåller VHP-behandling följer sporicid effektvalidering ISO 14937-ramverket, vilket vanligtvis kräver demonstration av minst 6-log reduktion av Geobacillus stearothermophilus biologiska indikatorer placerade på de mest utmanande platserna i saneringskammaren. Cykelutvecklingen måste ta hänsyn till portens specifika geometri och luftningsegenskaperna hos den VHP-generator som används, eftersom kvarvarande VHP-nivåer måste minskas till under 1 ppm innan den kombinerade dörren öppnas in i isolatorn för att skydda produkten och operatörerna.
Nyckelprestandaparametrar att utvärdera när du väljer ett RTP-system
| Parameter | Typisk specifikation | Varför det spelar roll |
| Portens diameter | 105 mm – 460 mm | Måste rymma det största föremålet som överförs |
| Tätningsmekanism | EPDM eller silikon O-ring, flerpunktsbajonett | Upprätthåller tät tätning under isolatortryckskillnad |
| Byggnadsmaterial | 316L rostfritt stål, PEEK eller HDPE | Måste vara kompatibel med VHP, IPA och rengöringsmedel |
| Dekontamineringsförmåga | Integrerad VHP ringformad kammare (tillval) | Krävs för sterilitetstestisolatorer och högrisköverföringar |
| Tryckskillnadsklassificering | ±200 Pa till ±500 Pa (beroende på isolatordesign) | Tätningen måste bibehålla integriteten vid operativt positivt eller negativt tryck |
| Cykelliv | 10 000 – 50 000 anslutningscykler | Bestämmer underhålls- och tätningsbytesintervall |
| Regulatorisk dokumentation | FAT/SAT-protokoll, IQ/OQ/PQ-stödpaket | Krävs för GMP-kvalificering och stöd för myndighetsinlämning |
Integrering av RTP-portar i Isolator och RABS Design
RTP-portar måste specificeras och placeras under den tidiga designfasen av en isolator eller RABS-kapsling – att eftermontera portar i en befintlig kapslingsvägg är tekniskt möjligt men betydligt mer komplicerat än att integrera dem i designstadiet. Antalet, storleken och placeringen av RTP-portar bör bestämmas genom en detaljerad materialflödesanalys för processen, som kartlägger varje material som kommer in i eller lämnar isolatorn under en produktionskampanj, inklusive råmaterial, komponenter, prover under processen, avfall och underhållsartiklar.
Portens placering på isolatorväggen måste balansera ergonomisk tillgänglighet för operatörer (portar bör vara tillgängliga utan obekväma ställningar som ökar risken för hanteringsfel), rengöringsbarhet (portar bör placeras för att undvika döda zoner som samlar på sig produkt- eller rengöringsmedelsrester) och luftflödesegenskaper (stora portar ska inte placeras där deras öppna dörrar kan störa luftflödeszonen i en riktning). För isolatorer med fler än tre eller fyra RTP-portar är en 3D ergonomisk simulering och luftflödessimulering en värdefull investering under designfasen för att identifiera potentiella problem före tillverkning.
Underhåll, tätningsbyte och löpande prestandaövervakning
Tätande O-ringar och packningar i RTP-portar är de förbrukningskomponenter som mest direkt påverkar inneslutningsprestandan under systemets livslängd. O-ringar av EPDM och silikon som används i farmaceutiska RTP-portar är föremål för kompressionssättning - en permanent minskning av O-ringens tvärsnittsdiameter orsakad av ihållande kompression - vilket minskar tätningskraften och så småningom tillåter läckagevägar att utvecklas. Kompressionshastigheten beror på O-ringsmaterialet, temperaturen och den kemiska miljön, och antalet anslutnings- och frånkopplingscykler som porten genomgår.
Tillverkare specificerar vanligtvis O-ringbytesintervall baserat på cykelräkning snarare än kalendertid, med intervaller från 500 till 5 000 cykler beroende på det specifika O-ringsmaterialet och portens design. Anläggningar bör implementera ett cykelräkningssystem – antingen manuella loggar eller automatiserade räknare – för att spåra när varje hamn når sin ersättningströskel. Mellan planerade byten av O-ringar ger läckagetestning av varje port med regelbundna intervall (vanligtvis var sjätte månad eller efter någon underhållshändelse) med hjälp av ett tryckhållnings- eller spårgastest fortlöpande försäkran om att tätningens integritet bibehålls. Varje port som inte klarar ett läckagetest bör tas ur drift, O-ringen bytas ut och porten omkvalificeras innan den återgår till aseptisk drift.
















{kind=link}