











Varför kräver farmaceutiska ingredienser förseglade provtagningsventiler?
Provtagning av farmaceutiska ingredienser under tillverkningen är en rutinmässig men tekniskt krävande uppgift. Varje gång ett prov tas från en processlinje, ett kärl eller ett lagringssystem finns det ett riskfönster - kontaminering kan komma in i processströmmen, aktivt material kan fly ut i miljön och själva provet kan äventyras innan det någonsin når laboratoriet. Förseglade provtagningsventiler är speciellt konstruerade för att stänga alla dessa riskfönster samtidigt. De tillåter att en exakt uppmätt volym material tas ut från ett slutet system utan att bryta inneslutningen, utan att utsätta operatörer för potenta föreningar och utan att införa externa föroreningar i partiet.
Läkemedelsindustrin verkar under strikta regulatoriska ramar inklusive GMP-riktlinjer (Good Manufacturing Practice) som upprätthålls av FDA, EMA och andra nationella myndigheter. Dessa bestämmelser kräver att provtagningsförfaranden inte ändrar kvaliteten på partiet som provtas och att provtagningsmiljön kontrolleras för att förhindra förfalskning. Konventionella tappventiler, öppna scooping och improviserade provtagningsportar misslyckas kategoriskt med dessa krav. Förseglade provtagningsventiler, däremot, är designade från grunden för att tillfredsställa regulatoriska förväntningar samtidigt som de förblir tillräckligt praktiska för rutinproduktion i fasta, flytande och flytande farmaceutiska ingrediensströmmar.
Hur fungerar en förseglad provtagningsventil i praktiken?
Funktionsprincipen för en förseglad provtagningsventil centrerar på en kammarbaserad design som fångar en definierad volym av material samtidigt som processlinjen hela tiden håller sig tät. Ventilkroppen är installerad inline i ett rör, kärlutlopp eller reaktormunstycke. När ett prov krävs, aktiverar operatören ventilen - antingen manuellt eller via ett pneumatiskt eller elektriskt manöverdon - vilket får den interna provtagningskammaren att rotera eller glida in i processströmmen. Kammaren fylls med produkt under befintligt processtryck eller genom gravitation. Ventilen återgår sedan till sitt stängda läge och isolerar den fyllda kammaren från huvudprocessen samtidigt som den presenterar en förseglad provport på utsidan av ventilen.
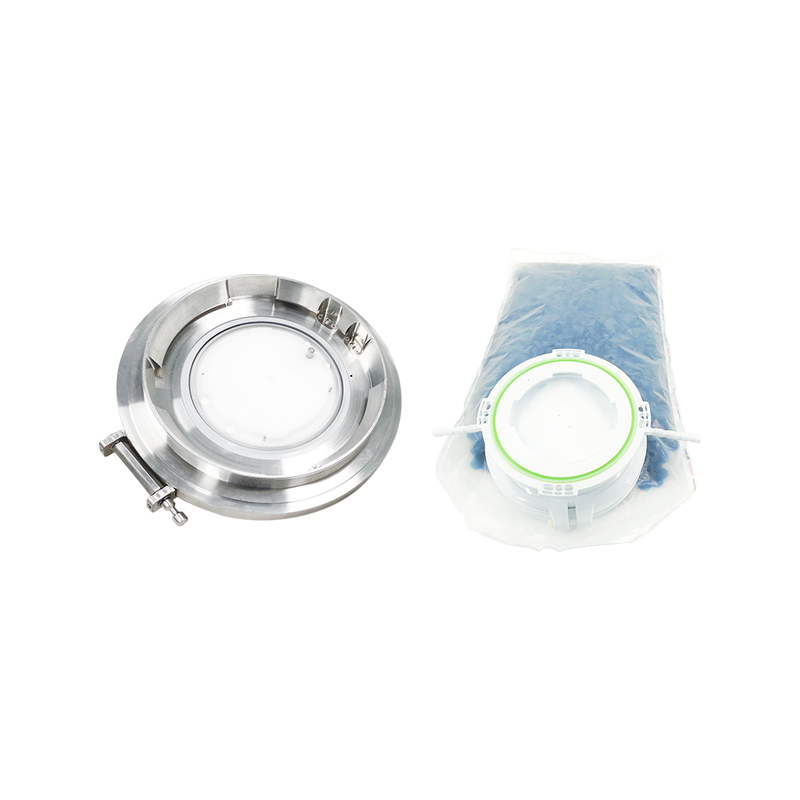
Provet tas sedan ut från den externa porten med hjälp av en provbehållare, påse eller flaska som i sig själv kan förfästas innan cykeln börjar, vilket säkerställer att även överföringssteget sker inom en sluten slinga. Efter att provet har tagits bort går kammaren tillbaka genom en rengörings- eller rensningssekvens – beroende på om ventilen är en engångs- eller clean-in-place (CIP)-kompatibel design – innan den är redo för nästa provtagningshändelse. Hela denna sekvens sker utan att processledningen någonsin är öppen mot atmosfären, vilket är den grundläggande skillnaden mellan en förseglad provtagningsventil och en enkel isoleringsventil med en dräneringsport.
Vilka typer av förseglade provtagningsventiler används för farmaceutiska ingredienser?
Flera distinkta ventilarkitekturer används för bearbetning av farmaceutiska ingredienser, och det lämpliga valet beror på materialets fysiska tillstånd, den erforderliga provvolymen, processtrycket och -temperaturen och den rengöringsvalideringsstrategi som finns på plats vid anläggningen.
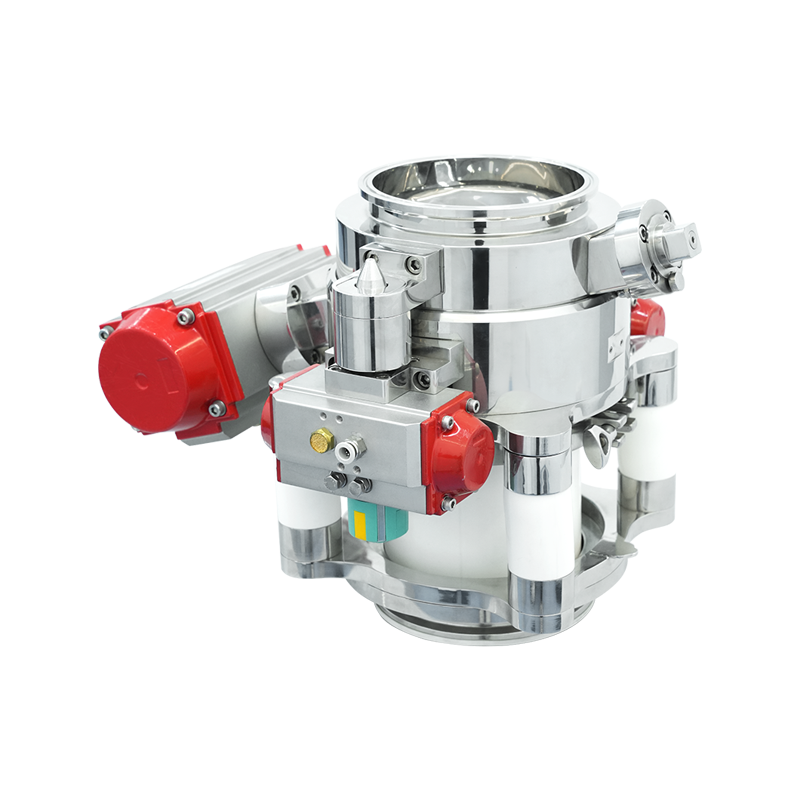
Roterande trumprovtagningsventiler
Roterande trumventiler innehåller en cylindrisk trumma med en eller flera exakt bearbetade hålrum. När trumman roterar hamnar håligheten i linje med processinloppet, fylls med material och roterar sedan för att inrikta sig med utloppsporten medan inloppet är tätat. Denna design är särskilt väl lämpad för farmaceutiska ingredienser i torrt pulver och granulat, inklusive aktiva farmaceutiska ingredienser (API) i bulkpulverform. Kavitetsvolymen fixeras genom bearbetning, vilket ger utmärkt dos-till-dos-konsistens - en kritisk faktor när provresultaten måste vara statistiskt representativa för partiet. Roterande trumventiler kan utrustas med PTFE- eller TITTA-tätningar för att hantera lätt frätande ingredienser och finns tillgängliga i konfigurationer som tillåter CIP och sterilisering på plats (SIP) för applikationer med hög inneslutning.
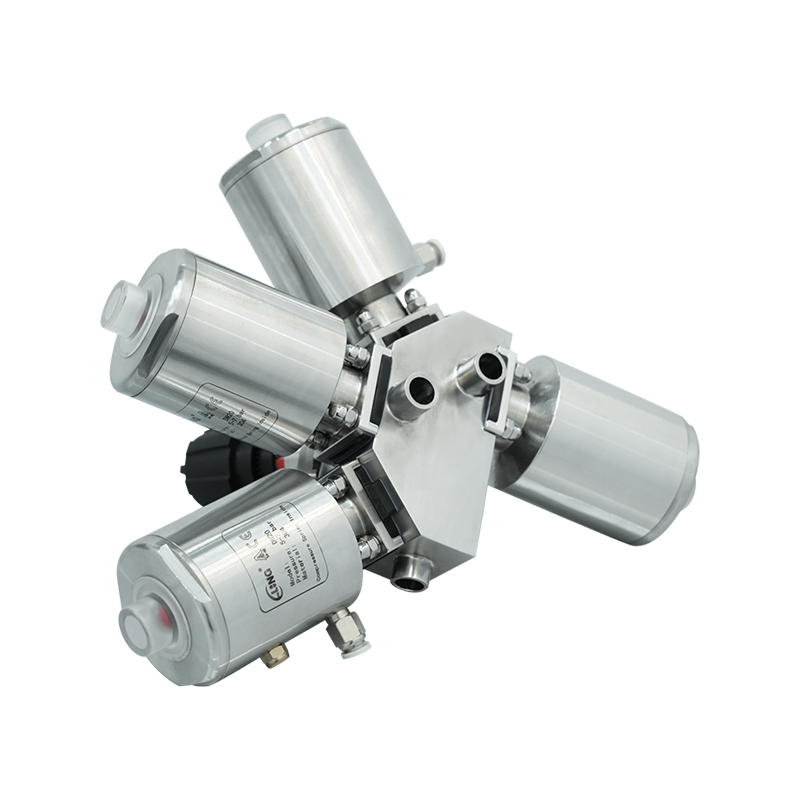
Membrantätade provtagningsventiler
Membrantätade ventiler använder ett flexibelt membran för att isolera processvätskan från ventilens manövermekanism. När membranet böjs öppnar det en flödesbana in i provuppsamlingspunkten; när den återgår till sitt viloläge, tätar den hela processen. Dessa ventiler utmärker sig i applikationer för flytande farmaceutiska ingredienser, inklusive lösningsmedelsbaserade API: er, buffertlösningar och flytande hjälpämnen. Membranet eliminerar alla mekaniska tätningar som kommer i kontakt med produkten, vilket dramatiskt minskar risken för partikelbildning och förenklar rengöringsvalideringen. Membranmaterial inkluderar EPDM, PTFE-fodrade och silikonformuleringar för att matcha de kemiska kompatibilitetskraven för olika ingrediensströmmar.
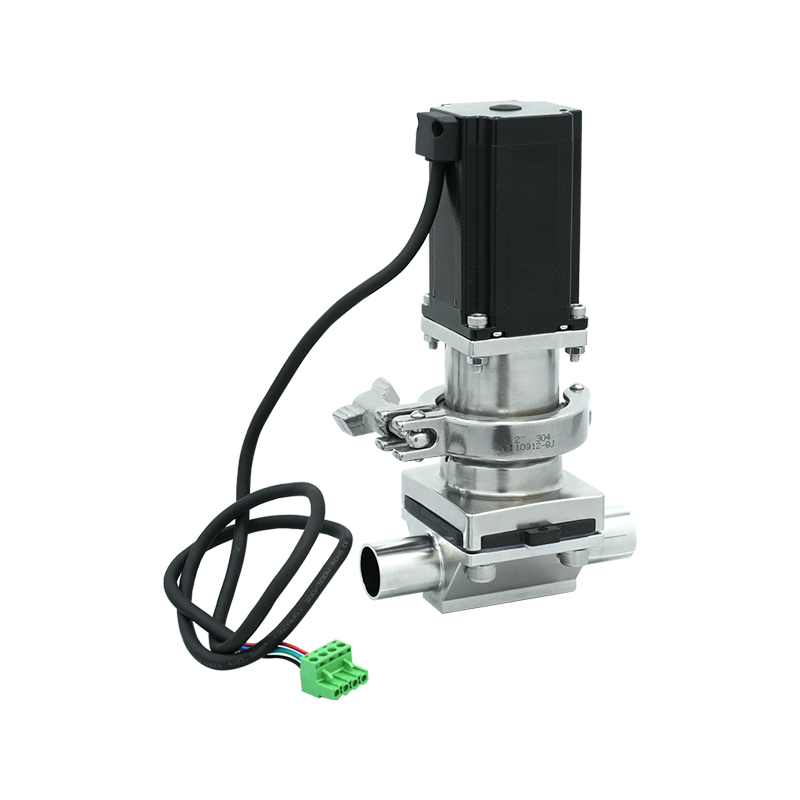
Provtagningsventiler för kolv och kolv
Provtagningsventiler av kolvtyp använder en glidande kolv för att förskjuta en definierad volym material in i en provkammare. De används i stor utsträckning för viskösa vätskor, uppslamningar och halvfasta farmaceutiska mellanprodukter där membranventiler skulle kräva överdriven manövreringskraft och roterande ventiler kan uppleva bryggbildning. Kolvmekanismen ger en positiv förskjutningsverkan som drar in material i provkaviteten även när processtrycket är lågt eller produktflödet är långsamt. Högkvalitativa kolvventiler av farmaceutisk kvalitet tillverkas med noll dödbensgeometrier - vilket innebär att det inte finns några inre urtag där produkten kan ackumuleras mellan provhändelser - för att förhindra korskontaminering mellan på varandra följande satsprov.
Vilka material och ytfinishar krävs för provtagningsventiler för läkemedelsingredienser?
Materialval för förseglade provtagningsventiler vid bearbetning av farmaceutiska ingredienser är inte ett kosmetiskt beslut – det påverkar direkt regelefterlevnad, rengöringsvalidering och produktsäkerhet. Följande tabell sammanfattar de vanligaste materialen och deras tillämpningar:
| Material | Typisk tillämpning | Nyckelfördel |
| 316L rostfritt stål | API:er, hjälpämnen, buffertlösningar | Korrosionsbeständighet, CIP/SIP-kompatibel |
| PTFE (kropp eller foder) | Aggressiva lösningsmedel, mycket potenta API: er | Kemisk tröghet, non-stick yta |
| Hastelloy C-22 | Halogenerade lösningsmedel, sura strömmar | Överlägsen korrosionsbeständighet |
| PEEK | Strömmar med hög temperatur och högt tryck | Termisk stabilitet, låga extraherbara ämnen |
Ytfinish är lika viktig. Produktkontaktytor i farmaceutiska ingrediensventiler är typiskt specificerade till Ra ≤ 0,8 µm (32 µin) elektropolerad finish, vilket minskar ytjämnheten till en nivå som förhindrar mikrobiell vidhäftning och underlättar fullständig rengöring. Vissa mycket potenta API-applikationer kräver Ra ≤ 0,4 µm. Elektropolering tar också bort inbäddade järnpartiklar från den rostfria stålytan, vilket skapar ett passivt kromoxidskikt som dramatiskt förbättrar korrosionsbeständigheten jämfört med mekaniskt polerade ytor.
Hur stödjer förseglade provtagningsventiler GMP-efterlevnad och inneslutning?
GMP-efterlevnad vid tillverkning av farmaceutiska ingredienser kräver att varje steg i processen - inklusive provtagning - är dokumenterat, reproducerbart och oförmöget att förvanska produkten. Förseglade provtagningsventiler bidrar till GMP-överensstämmelse över flera dimensioner samtidigt, vilket gör dem till en av de mest regelrelevanta komponenterna i en ingrediensbearbetningslinje.
- Drift med slutna system eliminerar operatörens exponering för processströmmen och förhindrar att miljöföroreningar kommer in i partiet, vilket uppfyller både produktskydd och arbetshälsokrav i en enda design.
- Fasta provvolymer producerade av kammarbaserade ventilkonstruktioner säkerställer att provets representativitet kan valideras och dokumenteras, vilket är en förutsättning för statistisk processkontroll och batchfrigivningstestning.
- CIP- och SIP-kompatibilitet gör att provtagningsventiler kan rengöras och steriliseras på plats som en del av standardprotokollet för rengöringsvalidering, vilket eliminerar behovet av att demontera och manuellt rengöra ventiler mellan produkter eller batcher.
- Fullständig materialspårbarhetsdokumentation – inklusive materialcertifikat (EN 10204 3.1 eller 3.2), ytfinishrapporter och tryckprovningscertifikat – stöder utrustningens kvalifikationskrav för IQ/OQ/PQ-valideringsprogram.
- För mycket potenta API:er (OEB4- och OEB5-föreningar) kan slutna provtagningsventiler med integrerade inneslutna överföringssystem uppnå gränsvärden för operatörens exponering under 1 µg/m³, vilket uppfyller de strängaste kraven på inneslutningsprestanda utan att förlita sig på personlig skyddsutrustning som den primära kontrollåtgärden.
Vilka praktiska faktorer avgör vilken förseglad provtagningsventil som ska specificeras?
Att specificera den korrekta förseglade provtagningsventilen för en farmaceutisk ingrediensapplikation kräver en strukturerad utvärdering av processförhållanden, myndighetskrav och driftsrestriktioner. Att skynda på det här beslutet eller att övergå till det lägsta kostnadsalternativet resulterar ofta i valideringsfel vid rengöring, regulatoriska observationer under inspektioner eller ventilfel under processförhållanden. Följande faktorer bör bedömas systematiskt innan en specifikation slutförs:
- Beståndsdelens fysiska tillstånd: torrt pulver, granulat, suspension, viskös vätska och lågviskösa vätskeströmmar gynnar var och en olika ventilmekanismer, och val av fel typ riskerar överbryggning, provtagningsfel eller tätningsskador.
- Processtemperatur och -tryck: ventiler måste klassas utöver de maximala driftsförhållandena för processen, inklusive eventuella tryckstötar eller termiska rörelser som uppstår under rengöringscykler.
- Erforderlig provvolym: krav på laboratorietester bestämmer den lägsta och maximala acceptabla provvolymen, vilket i sin tur dikterar specifikationen för kammarstorleken - avfallsprodukt i överdimensionerade kamrar; underdimensionerade kammare tvingar fram upprepade provtagningshändelser.
- Rengöringsstrategi: anläggningar som använder CIP bör specificera ventiler med fullständig CIP-täckningsdokumentation från tillverkaren, medan anläggningar som använder manuell rengöring eller engångskomponenter kräver ventilkonstruktioner som tillåter snabb demontering utan verktyg.
- Inneslutningsklassificering: OEB eller OEL för det API som provtas avgör om en stängd standardventil är tillräcklig eller om en extra isolator, handskväska eller snabböverföringsportgränssnitt krävs vid provutloppspunkten.
- Anslutningsstandardkompatibilitet: ventilinlopps- och utloppsanslutningar måste matcha processrörsstandarden (vanligtvis DIN, SMS eller ASME BPE tri-clamp i farmaceutiska applikationer) för att undvika ohygieniska adapterkopplingar som skapar döda ben och rengör döda vinklar.
Hur ska förseglade provtagningsventiler valideras och underhållas över tid?
Installation av en förseglad provtagningsventil är början på en livscykel som måste hanteras genom kvalificering, periodisk förlängning och förebyggande underhåll. Ventilen bör inkluderas i anläggningens kvalificeringsprogram för utrustning med en installationskvalifikation (IQ) som verifierar att den installerades enligt tillverkarens specifikation, en driftskvalifikation (OQ) som bekräftar att den fungerar korrekt över hela manövreringsintervallet och tryckförhållandena, och en prestandakvalificering (PQ) som visar att den konsekvent levererar representativa, opåverkade ingrediensprov för den aktuella ingrediensen för den aktuella ingrediensen.
Förebyggande underhållsscheman för förseglade provtagningsventiler vid bearbetning av farmaceutiska ingredienser inkluderar vanligtvis byte av tätning och membran med definierade intervall - vanligtvis var sjätte till tolfte månad beroende på produktens kemiska aggressivitet och frekvensen av CIP-cykler. Tätningar är den mest sårbara komponenten i alla provtagningsventiler och bör aldrig köras till fel i en GMP-miljö, eftersom ett tätningsbrott under produktionsprovtagning kan kontaminera en sats eller utsätta operatörer för farligt material. Reservtätningssatser bör alltid förvaras i lager, och byte av tätningar bör dokumenteras i underhållsjournalsystemet som en formell GMP-händelse med register över före och efter inspektion.
















{kind=link}