











Vad är en RTP Beta Bag och var passar den i läkemedelsverksamheten?
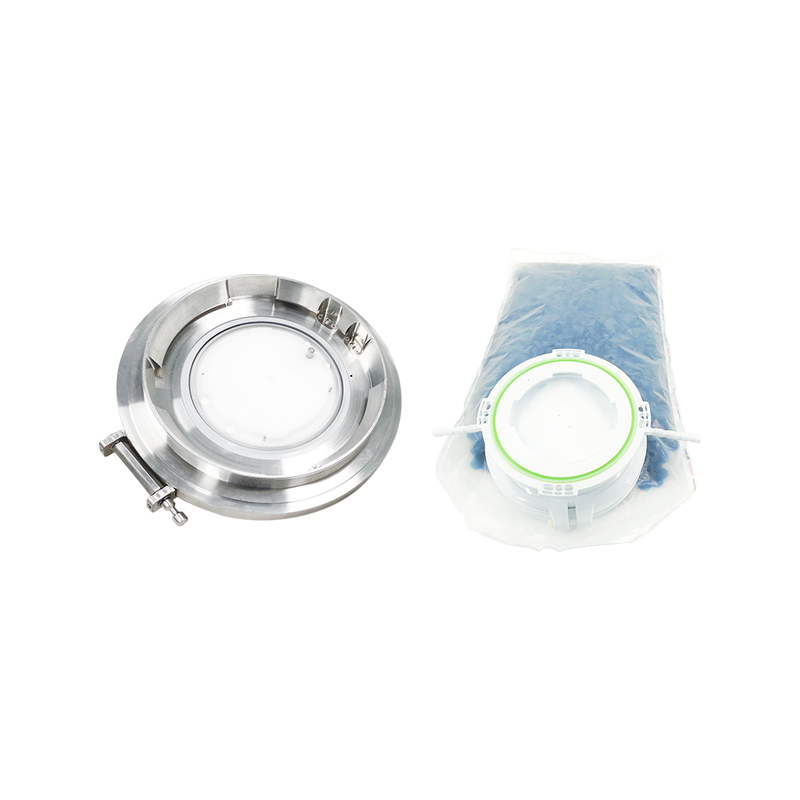
An RTP Beta Bag är ett flexibelt engångsinneslutningsfoder som fungerar som engångshalvan av ett Rapid Transfer Port-system (RTP) - en sluten överföringsteknik som används i stor utsträckning inom läkemedelstillverkning, bioteknik och produktionsmiljöer för avancerad terapi (ATMP). RTP-systemet består av två matchande komponenter: Alpha-porten, som är en permanent, återanvändbar fläns som är permanent monterad på en isolator, handskfack, RABS-system (Restricted Access Barrier System) eller inneslutningskärl; och Beta-komponenten, som i fallet med en Beta-påse är en flexibel, steril eller icke-steril plastliner försedd med en styv Beta-fläns som låser på Alpha-porten. När betapåsens fläns är i ingrepp med Alpha-porten och anslutningen aktiveras, skapas en kontinuerlig förseglad väg mellan påsens insida och isolatorns inre – vilket gör att material kan överföras in eller ut utan att bryta inneslutningen, utan att exponera den inre miljön för den yttre atmosfären och utan att personal behöver fysiskt gå in i den kontrollerade zonen.
Denna teknik tar itu med ett av de mest ihållande och tekniskt utmanande problemen inom läkemedelstillverkning: hur man flyttar material över gränsen till en kontrollerad eller farlig miljö utan att skapa en kontamineringsväg i någon riktning. Konventionella metoder såsom luftslussar, genomgångskammare och manuella påsar kräver alla åtminstone ett kort avbrott av inneslutningsgränsen under överföringen, vilket skapar exponeringsrisker för både produkten inuti och operatörerna utanför. RTP Beta Bag eliminerar denna risk genom att se till att de enda ytorna som någonsin exponerats under överföringen är de som redan fanns på insidan av påsen och insidan av porten – ytor som aldrig har varit i kontakt med den yttre miljön.
Hur RTP Beta Bag Connection Mechanism fungerar
Konstruktionen bakom RTP-anslutningssystemet är i princip bedrägligt enkelt men kräver exakta tillverkningstoleranser för att uppnå tillförlitlig inneslutningsprestanda över tusentals anslutnings- och frånkopplingscykler. Att förstå mekanismen hjälper användarna att förstå varför korrekt teknik under väskans anslutning och borttagning är avgörande för att bibehålla överföringens integritet.
Dockningssekvensen
När en operatör presenterar en Beta Bag till en Alpha-port, är den stela Beta-flänsen på påsen i linje med Alpha-portflänsen och roteras - vanligtvis genom 90 eller 180 grader beroende på tillverkarens design - för att låsa ihop de två flänsarna i en bajonettliknande anslutning. Denna rotation bringar samtidigt de inre ytorna av de två flänsarna i direkt kontakt med varandra, vilket skapar en förseglad kammare mellan dem som omsluter vad som annars skulle vara de exponerade yttre ytorna på båda komponenterna. Den centrala skivan eller dörren i Alpha-porten kan sedan öppnas inåt i isolatorn, dra motsvarande centrala sektion av Beta-flänsen med sig och skapa en kontinuerlig öppen kanal genom vilken innehållet i påsen kan passera in i isolatorn - eller material från isolatorn kan passera in i påsen - utan att någon del av någon av de inre överföringsytorna någonsin exponeras för den yttre atmosfären.
Avdockningssekvensen
När överföringen är klar stänger operatören den centrala portdörren från insidan av isolatorn, kopplar in Alpha-skivan igen med Beta-flänssektionen och återförsluter de inre ytorna i den slutna kammaren mellan de två flänsarna. Beta-flänsen roteras sedan i motsatt riktning för att frigöra bajonettlåset, och påsen – nu helt frånkopplad – tas bort med alla dess yttre ytor intakta och oförorenade. Alpha-portens yttre yta, som var innesluten i den anslutna enheten under överföringen, är på liknande sätt återförseglad bakom den stängda portdörren, redo för nästa anslutningscykel. Hela sekvensen, när den utförs korrekt, säkerställer att ingen inre yta av någon av komponenterna någonsin samtidigt exponeras för både isolatorns inre och yttre miljö - den grundläggande principen som RTP-inneslutningens integritet beror på.
Viktiga konstruktionsegenskaper hos RTP Beta Bags
Prestandan hos en RTP Beta Bag i en läkemedels- eller inneslutningstillämpning beror kritiskt på materialen som används i dess konstruktion, dimensionsnoggrannheten hos Beta-flänsen och integriteten hos förseglingen mellan den flexibla påsens kropp och den styva flänskomponenten. Vart och ett av dessa element är specificerat och kontrollerat för att möta de krävande kraven i reglerade tillverkningsmiljöer.
- Väska filmmaterial: Betapåsens flexibla kropp är oftast tillverkad av flerskikts polyeten (PE) eller polypropen (PP) film vald för dess kemiska kompatibilitet med farmaceutiska ingredienser, dess låga extraherbara och lakbara profil och dess förmåga att gammabestrålas för sterilitet utan betydande försämring av fysikaliska egenskaper. Vissa applikationer kräver antistatiska filmformuleringar för att förhindra ackumulering av elektrostatisk laddning vid hantering av torra pulver, och specialiserade filmkvaliteter finns tillgängliga för applikationer som kräver syrebarriäregenskaper eller kompatibilitet med aggressiva lösningsmedel.
- Beta-flänsmaterial: Den styva flänsen är vanligtvis formsprutad av högdensitetspolyeten (HDPE), polypropen eller ABS-polymer, vald för dimensionsstabilitet, kemisk beständighet och kompatibilitet med gammasterilisering. Flänsgeometrin måste överensstämma exakt med dimensionsstandarden för Alpha-portserien som den är utformad för att passa ihop med - vanligtvis ISO 10648-2-standarden eller patentskyddade seriedimensioner publicerade av tillverkare som ChargePoint Technology, Getinge eller Dec Group.
- Fläns-till-film tätning: Förbindningen mellan den styva Beta-flänsen och den flexibla filmpåsens kropp är ett kritiskt inneslutningsgränssnitt. Den bildas vanligtvis genom termisk svetsning, ultraljudssvetsning eller övergjutning under tillverkningen och måste motstå de mekaniska påfrestningarna från upprepad hantering, fyllning och överföring utan att utveckla nålhål, sprickor eller delaminering. Tillverkare validerar denna tätning genom tryckfallstestning, visuell inspektion och i vissa fall färgpenetration eller heliumläckagetestning för att visa inneslutningens integritet.
- Steriliseringskompatibilitet: Betapåsar avsedda för steril läkemedelstillverkning levereras vanligtvis försteriliserade med gammastrålning i en validerad dos på 25–50 kGy. Påsen och flänsmaterialen måste behålla sina fysikaliska och kemiska egenskaper inom acceptabla gränser efter bestrålning, och den sterila förpackningen måste ge validerad mikrobiell barriärprestanda fram till användningstillfället.
Vanliga tillämpningar av RTP Beta Bags över branscher
RTP Beta Bag-systemet används inom ett brett spektrum av industrier där det krävs sluten överföring av material till eller ut ur kontrollerade miljöer. Den specifika konfigurationen – påsstorlek, filmmaterial, flänsstorlek, steriliseringsstatus – varierar avsevärt mellan användningsområdena, men den underliggande överföringsprincipen är konsekvent för alla användningsområden.
| Industri | Typiskt användningsfall | Nyckelkrav |
| Läkemedelstillverkning | Ladda API:er i isolatorer, provtagning från inneslutningskärl | Sterilitetssäkring, låga extraherbara ämnen |
| Highly Potent API (HPAPI) Processing | Överföring av OEB 4/5-föreningar utan operatörsexponering | Operatörsskydd, inneslutningsintegritet |
| Bioteknik / Cellterapi | Införande av media, reagens eller skördade celler i slutna bioreaktorsystem | Steril överföring, gammakompatibilitet |
| Nukleär / Radiofarmaceutisk | Flytta radioaktivt material in i och ut ur heta celler | Strålningsbeständighet, noll föroreningsspridning |
| Försvar / CBRN | Överföra prover eller utrustning till dekontamineringsisolatorer | Absolut barriär, kemikaliebeständighet |
RTP Beta Bag Storlekar och konfigurationsalternativ
RTP Beta Bags finns tillgängliga i en rad standardiserade storlekar och konfigurationer för att tillgodose det stora utbudet av överföringsvolymer och driftsförhållanden som förekommer inom farmaceutiska och industriella applikationer. Att välja rätt konfiguration kräver att påsens kapacitet, flänsstorlek och tillbehörsfunktioner matchas till de specifika processkraven snarare än att som standard ställas in på det vanligaste alternativet.
Standarder för flänsstorlek
Den mest använda standarden för RTP-flänsstorlek inom läkemedelstillverkning är serien med en diameter på 105 mm, som ger en överföringsöppning som är tillräckligt stor för att passera de flesta fasta doseringsformar mellanprodukter, små utrustningsartiklar och provtagningsbehållare. Större flänsar på 190 mm och 315 mm i diameter finns tillgängliga för applikationer som kräver överföring av skrymmande föremål, större utrustningskomponenter eller pulver- eller vätskeströmmar med hög flödeshastighet. Den valda flänsstorleken måste matcha Alpha-porten som är installerad på isolatorn eller inneslutningskärlet – korsserieanslutningar är inte fysiskt möjliga av designen, vilket förhindrar oavsiktlig anslutning av inkompatibla komponenter.
Bagvolym och geometrialternativ
Beta-påsar finns i kuddliknande platta konfigurationer som sträcker sig från cirka 2 liter till 200 liter eller mer, såväl som i kilformade och formstabila geometrier som bibehåller sin form när de är delvis fyllda. För applikationer för pulveröverföring minskar påsar med innerfoder eller antistatiska beläggningar tendensen hos fina partiklar att klamra sig fast vid påsens väggar och försvårar fullständig urladdning. För vätskeöverföring ger påsar med integrerade portkopplingar - såsom rörportar för pumpad överföring eller Luer-anslutningar för små volymer vätsketillsatser - ytterligare flexibilitet bortom den primära RTP-öppningen.
Förmonterade tillbehör
Många tillverkare erbjuder betapåsar med förmonterade tillbehör som utökar deras användbarhet för specifika överföringsoperationer. Vanliga alternativ inkluderar sekundära beta-flänsar på den motsatta änden av påsen – vilket gör att en fylld påse kan överföras sekventiellt genom två alfaportar utan att packa om innehållet – integrerade provtagningsportar för att ta ut alikvoter utan att bryta den primära inneslutningen, och manipuleringssäkra förseglingar eller säkerhetsetiketter som ger revisionsspårdokumentation av påsens integritet mellan påfyllning och integritet. Anpassade konfigurationer med kundspecificerade dimensioner, filmkvaliteter eller tillbehörskombinationer är rutinmässigt tillgängliga från större leverantörer med lämpliga minsta beställningskvantiteter.
Reglerande och kvalitetsöverväganden för betapåsar av läkemedelskvalitet
I reglerade läkemedelstillverkningsmiljöer måste valet och användningen av RTP Beta Bags stödjas av dokumenterade bevis på lämplighet för ändamålet som uppfyller förväntningarna från tillsynsmyndigheter inklusive FDA, EMA och PMDA. Dokumentationskraven är betydande och bör förstås innan du väljer leverantör.
- Extraherbara och lakbara (E&L) data: Filmmaterial i kontakt med farmaceutiska produkter måste karakteriseras för sin kemiska extraherbara profil under representativa extraktionsförhållanden, och en riskbedömning av lakbara ämnen måste bekräfta att inget extraherat ämne migrerar in i produkten i toxikologiskt signifikanta nivåer under den avsedda användningsperioden. Leverantörer av betapåsar av farmaceutisk kvalitet bör tillhandahålla E&L-studiedata för varje filmkonstruktion de erbjuder.
- Sterilitetsvalidering: Försteriliserade betapåsar måste valideras av leverantören med hjälp av en erkänd standard för steriliseringsvalidering såsom ISO 11137, med dokumenterade biobelastningsdata, kartläggning av steriliseringsdoser och beräkningar av sterilitetssäkringsnivå (SAL) som visar uppnående av minst SAL 10⁻⁶. Intyg om sterilisering och spårbarhet till individuella gammabestrålningsbatchregister bör åtfölja varje parti.
- Ändra aviseringsavtal: Läkemedelstillverkare måste ha ändringsaviseringsavtal på plats med Beta Bag-leverantörer för att säkerställa att de är informerade om eventuella ändringar av material, tillverkningsprocesser eller steriliseringsprocedurer som kan påverka produktkompatibilitet eller lagstadgade registreringsstatus. Detta är en standardförväntning i FDA och EMAs ramverk för kvalificering av leverantörer.
- Kvalificering för inneslutningsprestanda: Inneslutningsprestandan för RTP-systemet – både Alpha-porten och Beta-påsen – bör verifieras genom surrogatpulvertestning med metoder som ISPE-guiden för god praxis för att bedöma prestanda för inneslutning av partiklar, vilket visar att systemet uppnår den erforderliga inneslutningsnivån för yrkesexponeringsbandet (OEB) under representativa driftsförhållanden.
Bästa metoder för att hantera och använda RTP Beta Bags på ett säkert sätt
Även ett korrekt specificerat och kvalificerat RTP Beta Bag-system kommer inte att leverera sin avsedda inneslutningsprestanda om operatörer inte följer etablerade hanterings- och anslutningsprocedurer konsekvent. Mänsklig teknik är det mest varierande elementet i RTP-överföringsprocessen, och utbildningsbrister är den vanligaste orsaken till inneslutningsfel som identifierats i undersökningar av läkemedelstillverkning.
Innan en betapåse ansluts till en alfa-port, bör operatören inspektera påsen och flänsen visuellt för tecken på skada, filmpunktering, flänssprickor eller äventyrad steril förpackning. Varje påse som visar skada eller förlust av förpackningens integritet bör sättas i karantän och inte användas. Den yttre ytan av Beta-flänsen och Alpha-portens yta bör dekontamineras med ett lämpligt desinfektionsmedel – validerat för de specifika organismer som är oroande i miljön – och tillåtas torka helt innan anslutning, eftersom kvarvarande vätska kan äventyra tätningsgränssnittet och föra in fukt i isolatorn.
Under anslutningssekvensen måste operatören se till att Beta-flänsen är helt inkopplad i bajonettlåsläget innan man försöker öppna alfaportsdörren. Partiellt engagemang är ett vanligt användarfel som skapar ett gap i inneslutningsgränsen vid flänsgränssnittet och kan resultera i antingen produktförlust eller operatörsexponering beroende på överföringsriktningen. Efter överföring måste använda betapåsar som innehåller resterande aktiv farmaceutisk ingrediens kasseras enligt platsens avfallshanteringsrutiner - vanligtvis dubbelpåsade i sekundär inneslutning före autoklavbehandling eller förbränning - för att förhindra sekundär exponering under avfallshantering.
















{kind=link}