











Inom läkemedelsindustrin är ventilernas tätningsprestanda ett av kärnelementen som säkerställer läkemedelskvalitet och produktionssäkerhet. Bland dem används membranventiler i stor utsträckning på grund av deras unika strukturella design, särskilt vid transport av högren media, aseptiska processflöden och kontroll av korrosiva kemikalier. Så, hur uppnås tätningsprestandan hos en farmaceutisk membranventil? Den här artikeln analyserar ämnet utifrån strukturella principer, materialval, tätningsmekanismer och industriella tillämpningar.
1. Kärnstrukturen i Membranventil : Diafragmans barriärfunktion
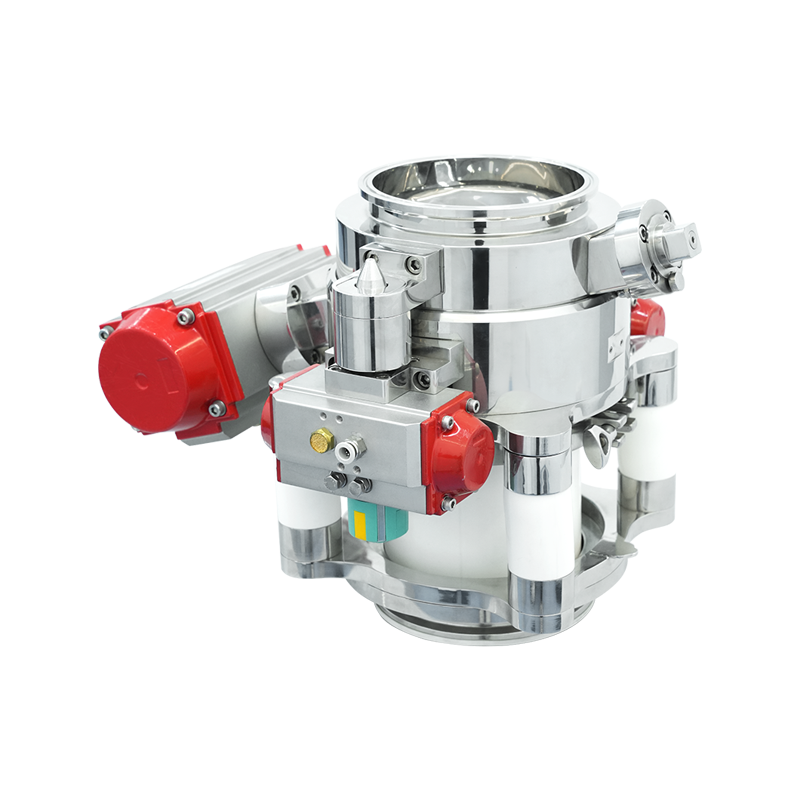
Nyckeln till tätningsprestanda hos en membranventil ligger i dess membran, en kritisk komponent som vanligtvis är gjord av elastiska material som gummi, polytetrafluoreten (PTFE) eller fluorelastomerer. Placerat inuti ventilhuset, rör sig membranet upp och ner via ventilskaftet för att öppna eller stänga ventilen.
Funktionsprincip: När ventilskaftet rör sig nedåt, pressas membranet tätt mot ventilsätet, vilket bildar en fysisk barriär som helt isolerar mediet från ventilskaftet och ställdonet. När ventilskaftet lyfts separeras membranet från ventilsätet, vilket gör att mediet kan strömma genom ventilhuset.
Tätningsfördel: Membranets elastiska deformation gör det möjligt att anpassa sig till ventilsätets yta. Även om ventilsätet har mindre ojämnheter kan membranet fylla luckorna genom deformation, vilket säkerställer effektiv tätning.
2. Materialval: Dubbelt skydd av korrosionsbeständighet och kemisk stabilitet
Läkemedelsindustrin ställer höga krav på materialrenhet, korrosionsbeständighet och kemisk tröghet. Tätningsprestandan hos membranventiler påverkas direkt av valet av material.

Membranmaterial:
Gummityper (t.ex. NBR, EPDM): Lämplig för icke-korrosiva media, erbjuder god elasticitet och tätningsprestanda.
Fluoroelastomerer (FKM): Beständiga mot höga temperaturer, starka syror och alkalier, vilket gör dem lämpliga för CIP (clean-in-place) och SIP (sterilization-in-place) miljöer.
PTFE: Mycket kemiskt inert och kompatibel med nästan alla medier, idealisk för högrena läkemedel och aggressiva kemikalier.
Ventilhusmaterial:
Rostfritt stål (som 316L) används ofta för farmaceutiska membranventilkroppar på grund av dess korrosionsbeständighet, lätta att rengöra och ytfinish som uppfyller GMP-standarder (Good Manufacturing Practice).
För vissa specialiserade tillämpningar kan ventilkroppar vara gjorda av PTFE eller ultraren plast som PFA eller PVDF för att förbättra kemisk kompatibilitet.
3. Tätningsmekanism: Flerskiktsdesign för noll läckage
Tätningsprestandan hos farmaceutiska membranventiler uppnås genom en integrerad flernivådesign snarare än en enda faktor.
Primär tätning mellan membran och ventilsäte:
Membranets elasticitet gör att det anpassar sig tätt till ventilsätet och bildar det första tätningsskiktet. Ventilsätet är vanligtvis finbearbetat med en mycket låg ytjämnhet (t.ex. Ra ≤ 0,8 μm) för att minska risken för läckage.
Sekundär tätning mellan membran och ventilhus:
En sekundär tätning upprättas mellan membranet och ventilkroppen via mekanisk kompression eller svetsning, vilket förhindrar mediumläckage från membrankanterna.
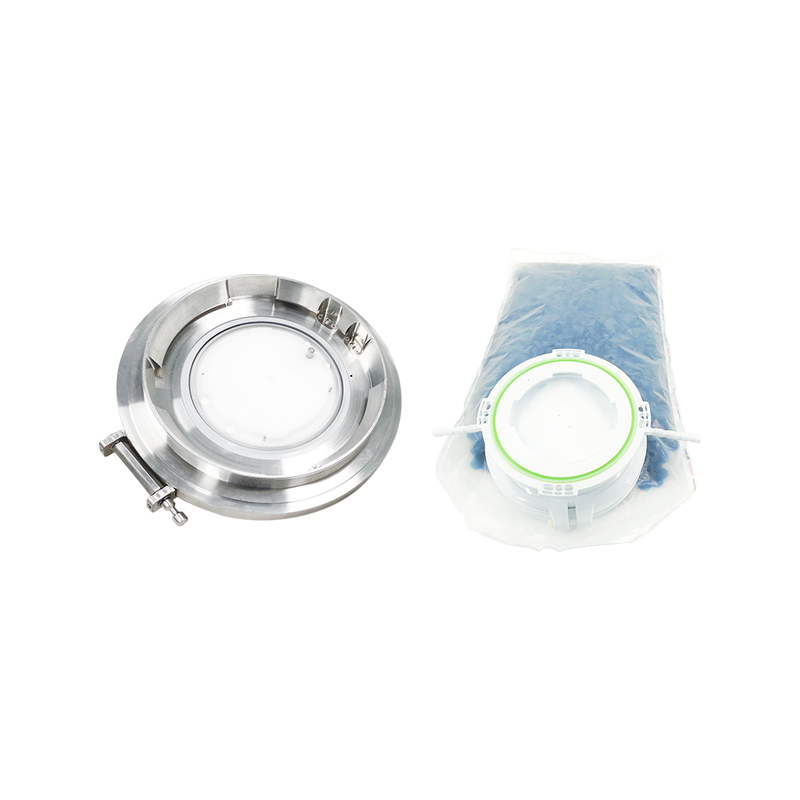
Design utan dött utrymme:
Traditionella membranventiler kan ha små luckor där membranet ansluter till ställdonet, vilket potentiellt håller kvar media (känd som "död utrymme"). Moderna farmaceutiska membranventiler minimerar eller eliminerar dödutrymme genom designoptimeringar som integrerade ventilkroppar och direkta membran-till-skaft-anslutningar för att möta aseptiska produktionsstandarder.
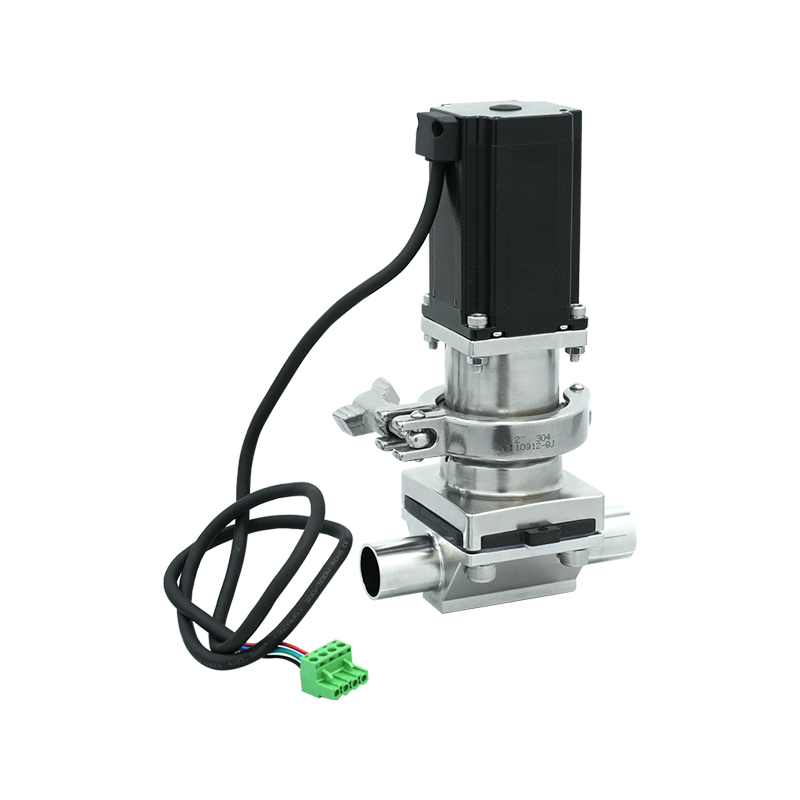
Ställdonsassisterad tätning:
Pneumatiska eller elektriska ställdon kontrollerar ventilspindelns rörelse exakt, vilket säkerställer stabil membranpositionering under öppning och stängning. Detta förhindrar tätningsfel orsakade av överkomprimering eller lossning.
4. Tätningsutmaningar och lösningar i industriella tillämpningar
Farmaceutiska processer ställer rigorösa krav på tätningsprestanda hos membranventiler. Följande utmaningar måste hanteras i faktiska ansökningar:
Tätningsstabilitet i högtemperatur- och högtrycksmiljöer:
Under SIP-processer utsätts ventiler för ånga vid temperaturer över 121°C och högt tryck. Membranmaterial måste tåla höga temperaturer, och de termiska expansionskoefficienterna för ventilkroppen och membranet måste vara kompatibla för att undvika tätningsfel på grund av termisk stress.
Långsiktigt motstånd mot aggressiva medier:
Vissa farmaceutiska processer involverar starka syror, baser eller organiska lösningsmedel. Att välja korrosionsbeständiga membranmaterial som PTFE eller fluorelastomerer, tillsammans med optimerade ytbehandlingar (t.ex. elektropolering), kan minska kemisk erosion.
Förseglingslivslängd under frekvent drift:
Frekvent ventilmanövrering i läkemedelsproduktionen kan leda till diafragmantrötthet. Optimering av membrantjocklek, hårdhet och strukturell design (som förstärkta ribbor) kan förlänga livslängden.
5. Framtida trender: Smart teknik och materialinnovation som förbättrar tätningsprestanda
Eftersom läkemedelsindustrin kräver högre effektivitet och renhet, fortsätter tätningsprestandan hos membranventiler att utvecklas.
Smart övervakningsteknik:
Integrering av trycksensorer eller läckagedetekteringsenheter möjliggör realtidsövervakning av ventiltätningsstatus, vilket ger tidiga varningar om potentiella fel.
Nytt tätningsmaterial:
Utveckling av avancerade kompositmaterial som kombinerar hög elasticitet, värmebeständighet och kemisk stabilitet förbättrar membrantätningsprestanda och hållbarhet ytterligare.
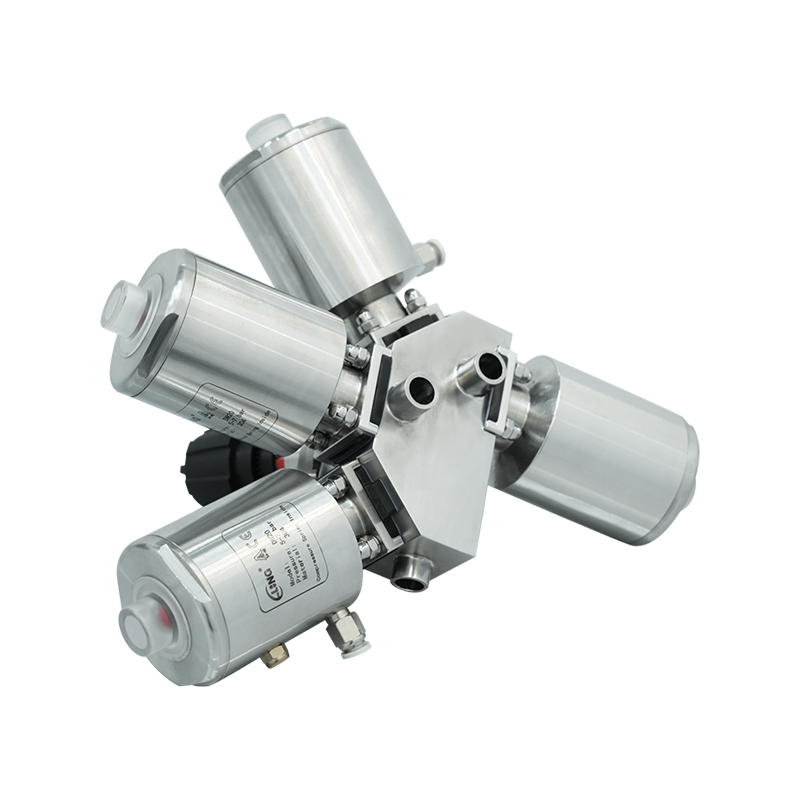
Modulär design:
Modulär konstruktion möjliggör snabbt byte av membran, vilket minskar stilleståndstiden samtidigt som konsekvent tätningsprestanda bibehålls efter byte.
















{kind=link}